A Closer Look at Industrial Ethernet Cables
February 20, 2020 / General, Installation and testing, Industrial Networks
Last month, we published a blog about the various industrial Ethernet connectors including M-series and some new small form factor connectors like the iX and emerging single-pair Ethernet connectors. But what good is a connector designed to withstand the industrial environment without a cable that offers the same protection?

Industrial Ethernet cables are really no different than your typical commercial-grade Ethernet cables in terms of data rate capabilities. Just like for the enterprise LAN, the most common industrial Ethernet cables are Category 5e, Category 6 and Category 6A. Fiber optic cables are also used in industrial Ethernet applications, but are not quite as common on the factory floor where lengths are shorter and speeds are typically less than 10 Gb/s. However, fiber is the right fit for applications that require greater distances and smaller, lightweight flexible cable that is immune to electrical noise and spark hazard. That’s why when it comes to industrial environments, we tend to find fiber used more in rail and transportation, oil and gas refineries, military and mining applications.
While the transmission performance is the same, industrial-grade versions of Ethernet cables require a far more robust construction for harsher environments subject to a variety of factors such as extreme temperature, humidity, corrosive chemicals, vibration, flexing and interference. Let’s take a look at closer look at some of what sets industrial Ethernet cables apart from commercial-grade cables.
Shielded from the Noise
Just like in the commercial environment, areas of high interference in a factory will use shielded cabling such as where cables need to run near arc welding machines, switching relays, AC drives and other noise sources. Areas of severe interference may need more than just an overall shield (F/UTP) and may require both an individual and overall shield (S/FTP).
When it comes to harsher industrial environments, standards refer to “MICE” where M is mechanical (flex, vibration), I is Ingress (moisture), C is Climatic (temperature), E is Electromagnetic (noise). The “E” in MICE is used for testing electromagnetic interference.
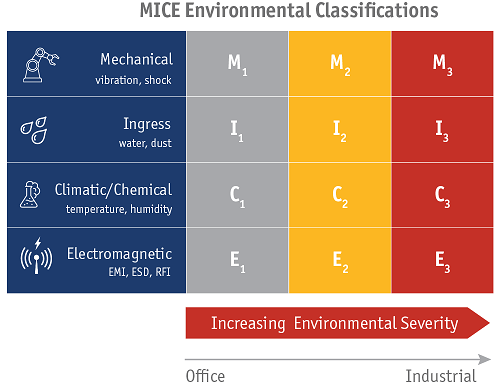
Fluke CableAnalyzer series of testers have the capability to test the “E” in MICE standards bases on the level – E1 for data rooms or office environments, E3 for zones close to powerful EMI sources and E2 for cable runs between E1 and E3 zones. These tests look at balance parameters including Transverse Conversion Loss (TCL) and Equal Level Transverse Conversion Transfer Loss (TCTL) that are covered in MICE standards (check out the blog on TCL and ETCL for more information). Higher E values have tighter TCL and ETCTL balance requirements to reject more packet-damaging EMI. Check out the video of our own Jim Davis testing the “E” in M.I.C.E.
Jacket Required
Most of what sets industrial Ethernet cables apart is the temperature rating and jacket material. Polyvinyl chloride (PVC) jacketing used for commercial-grade cables is common for light industrial environments since it has the best price point and is oil resistant, but often industrial cables need a little more. For example, fluorinated ethylene polypropylene (FEP) jacket materials and thermoplastic elastomer (TPE) can withstand extreme temperatures from around -50°C to about 125°C versus 0°C to about 75° for PVC. TPE cables are also more flexible and resistant to sunlight, ozone, corrosive sea water and heavy oil so they are often used in industrial outdoor and marine applications.
One of the most common jacket materials used for industrial Ethernet cables is polyurethane (PUR). While it does not have as broad of a temperature range as FEP and TPE, PUR has a high tensile strength and is chemical resistant, flexible and abrasion proof – it is mechanically tough and difficult to cut or tear, making them ideal for machining and stamping applications.
Other jacket materials found on industrial Ethernet cables include thermoplastic polyurethane (TPU or TMPU) and chlorinated polyethylene (CPE). The type of jacket material selected has everything to do with the environment and application (and a little to do with cost). Once again, M.I.C.E. (especially the C) is used to determine the right jacket material.
The Need to Flex
Like commercial-grade twisted-pair cables, industrial Ethernet cables also come in solid or stranded construction (check out this blog if you don’t know the difference). Just as stranded cables are used for patch cords in the commercial environment due to greater flexibility, stranded cables for industrial Ethernet are also used for flexibility. The difference is that they aren’t limited to just patch cords since there are many areas in the industrial environment where cables are exposed to frequent bending, flexing and twisting (think robotics and other repeated motion applications).
Most stranded Ethernet cables typically consist of seven 32 AWG strands per conductor, but high-flex cable used for industrial environments have a higher strand count of 19 per conductor. There are even super high-flex cables that have upwards of 60 strands per conductor. Of course, the more strands, the smaller the gauge of each strand (typically 40 AWG) to keep the overall cable gauge the same. Measured by the number of cycles, flex life for normal stranded Ethernet cable typically manages about 50,000 cycles while high flex cables can manage anywhere between 1 and 10 million cycles. High flex cables also feature more flexible cable jacket materials such as TPE.
Just like stranded cables used in commercial-grade patch cords, stranded industrial Ethernet cables also have higher insertion loss and DC resistance. The good news is that most of the high flex cables used in industrial Ethernet are very short lengths (typically less than 3 meters), so insertion loss is not typically a problem.
When it comes to testing industrial Ethernet, you don’t need to worry quite as much about the cable type as you do the connector interface to make sure your tester can connect. But the overall performance of the cable will certainly impact your results.
Click HERE to learn more about Fluke Networks’ Industrial Ethernet solutions.


